À la base, un concentrateur de miel est un outil de contrôle qualité. Sa fonction principale est de réduire la teneur en eau du miel récolté, ce qui améliore directement la qualité, la stabilité et la valeur marchande du miel. Ce processus garantit que le produit final répond aux normes de qualité spécifiques en améliorant sa texture, en prévenant la fermentation et en concentrant ses saveurs naturelles.
Un concentrateur de miel ne sert pas simplement à traiter le miel ; il sert à l'élever. En vous donnant un contrôle précis sur la teneur en humidité, il transforme une récolte variable en un produit de qualité supérieure, constant, avec une durée de conservation plus longue et un profil de saveur plus riche.

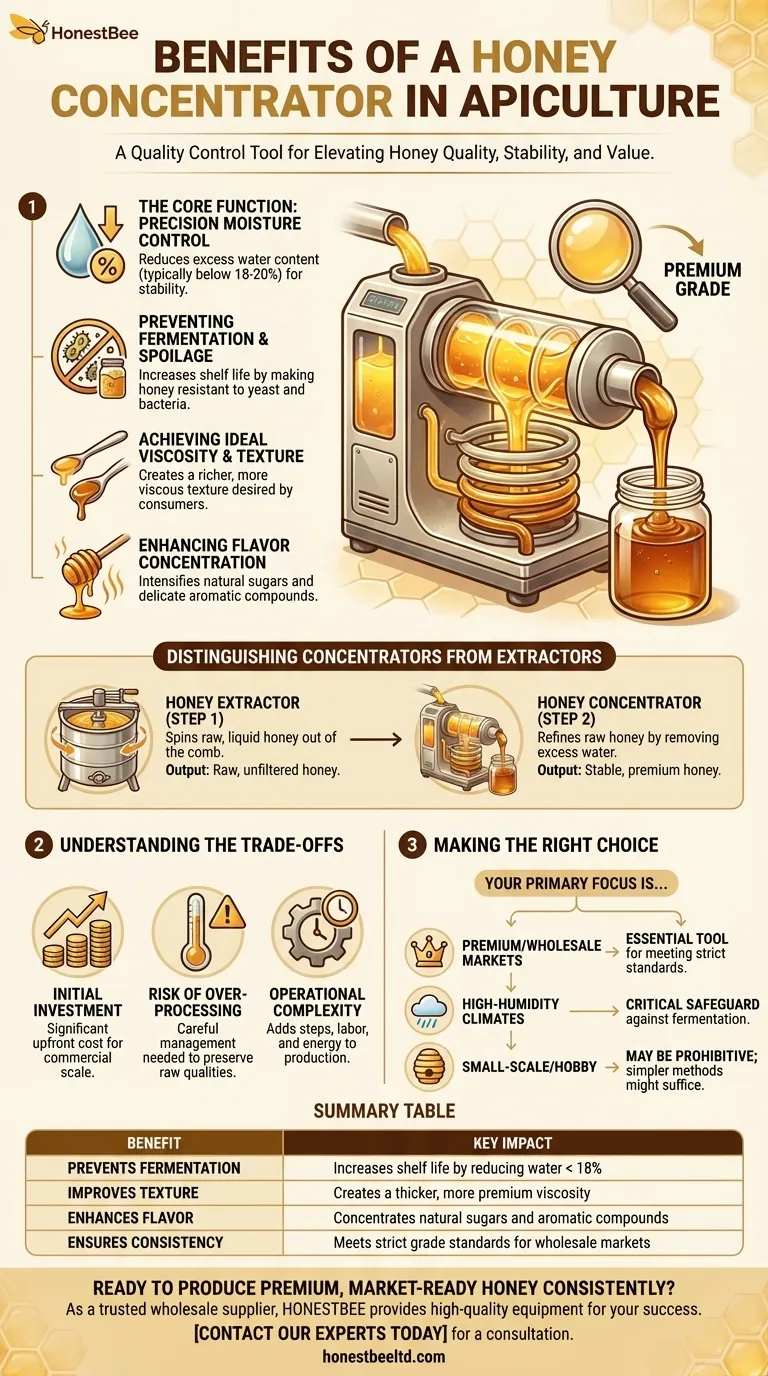
La fonction principale : un contrôle précis de l'humidité
La valeur d'un concentrateur de miel réside dans sa capacité à résoudre le problème fondamental de l'excès d'humidité. Le miel avec une teneur en eau supérieure à 18-20 % est sujet à la fermentation et à la détérioration.
Prévention de la fermentation et de la détérioration
La faible teneur en eau du miel est ce qui le rend naturellement résistant aux levures et aux bactéries. Si le nectar est récolté avant que les abeilles n'aient eu suffisamment de temps pour le déshydrater, le miel résultant aura une forte teneur en humidité.
Un concentrateur élimine délicatement cet excès d'eau, ramenant la teneur à un niveau stable (généralement inférieur à 18 %). Cela augmente considérablement la durée de conservation du miel et prévient les pertes financières dues aux lots gâtés.
Obtention d'une viscosité et d'une texture idéales
La teneur en humidité dicte directement la viscosité, ou épaisseur, du miel. Les consommateurs associent souvent un miel plus épais et moins "liquide" à une qualité supérieure.
En réduisant l'eau, un concentrateur donne au miel une texture plus riche et plus visqueuse. Cela améliore l'expérience sensorielle et aide le produit à répondre aux attentes du marché pour le miel de qualité supérieure.
Amélioration de la concentration des saveurs
Lorsque vous retirez l'eau d'une solution, les composants restants deviennent plus concentrés. Ce même principe s'applique au miel.
La réduction de la teneur en eau intensifie les sucres naturels et les composés aromatiques délicats propres à la source florale du miel. Le résultat est un profil de saveur plus robuste et distinct.
Distinction entre concentrateurs et extracteurs
Il est essentiel de comprendre qu'un concentrateur et un extracteur effectuent deux tâches différentes et séquentielles dans le processus de production du miel.
Le rôle de l'extracteur de miel
La première étape après la récolte des cadres de la ruche est l'extraction. Un extracteur est une machine qui utilise la force centrifuge pour extraire le miel liquide du rayon de cire d'abeille.
Ce processus sépare le miel du rayon sans détruire le rayon lui-même, permettant aux abeilles de le réutiliser. Le résultat est du miel brut, non filtré.
Le rôle du concentrateur de miel
Le concentrateur est utilisé après l'extraction. Il prend le miel liquide brut et le raffine en éliminant l'excès d'eau, garantissant que le produit final est stable et de qualité supérieure.
Comprendre les compromis
Bien que bénéfique, un concentrateur de miel représente un investissement important et introduit une couche de traitement supplémentaire qui nécessite une gestion minutieuse.
Investissement initial et échelle
Les concentrateurs de miel sont des équipements spécialisés avec un coût initial considérable. Leur valeur est la plus évidente pour les apiculteurs commerciaux ou semi-commerciaux visant les marchés haut de gamme où la cohérence et les normes de qualité justifient la dépense.
Risque de sur-traitement
Le processus d'élimination de l'eau, qui implique souvent un réchauffement doux et une pression sous vide, doit être géré avec soin. Un sur-chauffage ou une mauvaise utilisation peut potentiellement endommager les enzymes délicates et les arômes subtils qui rendent le miel précieux, compromettant ses qualités "brutes".
Complexité opérationnelle
L'utilisation d'un concentrateur ajoute une étape supplémentaire à votre chaîne de production. Cela nécessite de la main-d'œuvre, du temps et de la consommation d'énergie, qui doivent être pris en compte dans le coût de production.
Faire le bon choix pour votre exploitation
Décider d'investir dans un concentrateur de miel dépend entièrement de vos objectifs spécifiques et de l'échelle de votre entreprise apicole.
- Si votre objectif principal est de produire pour les marchés haut de gamme ou de gros : Un concentrateur est un outil quasi essentiel pour garantir que votre produit respecte les normes strictes de teneur en humidité requises pour une qualité supérieure.
- Si votre objectif principal est d'opérer dans un climat très humide : Cette machine peut être une protection essentielle contre la perte de lots due à la fermentation, car le nectar récolté par temps humide a souvent une teneur en eau naturellement élevée.
- Si votre objectif principal est l'apiculture à petite échelle ou de loisir : Le coût et la complexité peuvent être prohibitifs, et des méthodes plus simples (comme l'utilisation d'un déshumidificateur dans une "chambre chaude" scellée) peuvent souvent permettre une réduction d'humidité suffisante pour un usage personnel ou des ventes locales.
En fin de compte, un concentrateur de miel est un investissement stratégique qui vous permet de prendre le contrôle total de la qualité finale de votre miel.
Tableau récapitulatif :
| Avantage | Impact clé |
|---|---|
| Prévient la fermentation | Augmente la durée de conservation en réduisant la teneur en eau en dessous de 18 % |
| Améliore la texture | Crée une viscosité plus épaisse et plus premium |
| Améliore la saveur | Concentration des sucres naturels et des composés aromatiques |
| Assure la cohérence | Respecte les normes de qualité strictes pour les marchés de gros |
Prêt à produire du miel de qualité supérieure, prêt à être commercialisé, de manière constante ?
En tant que fournisseur en gros de confiance pour les ruchers commerciaux et les distributeurs, HONESTBEE fournit l'équipement de haute qualité dont vous avez besoin pour réussir. Un concentrateur de miel professionnel est un investissement clé pour protéger votre rendement et maximiser votre profit.
Laissez-nous vous aider à sélectionner l'équipement adapté à votre échelle et à vos objectifs. Contactez nos experts dès aujourd'hui pour une consultation et découvrez comment nous pouvons soutenir la croissance de votre entreprise.
Guide Visuel
Produits associés
- Déshumidificateur de Machine d'épaississement de chauffage sous vide de concentration de miel pour le miel
- Capacité de la machine 2T de déshumidificateur de concentration et de filtrage de miel pour le miel
- extracteur de miel électrique centrifugeuse à miel extracteur de miel à 3 cadres extracteur de cadres à miel en acier inoxydable
- Homogénéisateur mélangeur chauffant à double paroi pour le miel avec différentes capacités
- Machine électrique à presser le miel 10L en acier inoxydable
Les gens demandent aussi
- Quels sont les avantages de l'équipement d'épaississement sous vide pour le miel ? Préserver la qualité et stimuler l'efficacité
- Quel entretien doit être effectué lorsque l'équipement de concentration de miel n'est pas utilisé ? Conseils clés de sécurité et d'entretien
- Quel matériau est utilisé pour la construction de l'équipement de concentration de miel ? Assurer la pureté avec de l'acier inoxydable de qualité alimentaire
- Comment le système de refroidissement est-il configuré lors de l'utilisation de l'eau du robinet dans l'épaississeur sous vide de miel ? Un guide simple pour les apiculteurs
- Quelles méthodes de chauffage peuvent être utilisées avec l'équipement de concentration de miel ? Options électriques vs chaudière



















